准备好进入钣金焊接世界了吗?您可能会对从哪里开始或如何在不犯新手错误的情况下焊接钣金感到有点紧张。许多初学者面临以下挑战:
控制热量以避免金属变形
为每个项目选择合适的材料
学习正确的焊接技术
进行精确切割,使所有部件都完美契合
不用担心!通过一些指导和练习,您可以掌握这些技能。让我们开始走上焊接成功的正确道路。
从正确的工具开始。您需要 MIG 焊机、夹具和清洁工具才能实现良好的钣金焊接。
安全第一!始终佩戴手套和焊接面罩等安全装备。这有助于防止焊接时受伤。
选择最佳的焊接方法。 MIG 适合初学者。 TIG 更适合薄材料并提供更多控制。
以正确的方式准备好您的金属。充分清洁以消除薄弱焊缝并形成牢固的接头。
首先尝试焊接废金属。这可以帮助您在开始实际项目之前学习并感到确定。

在开始焊接钣金之前,您需要合适的工具。这是一个简单的清单,可以帮助您做好准备:
焊机:MIG 焊机对于初学者来说很容易。它可以让您控制您的工作,并且适用于薄金属板。
夹子:使用强力夹子使金属件保持静止。这可以帮助您解放双手,并使焊接效果更好。
角磨机或钢丝刷:清洁金属很重要。在焊接金属板之前,这些工具可以去除铁锈、油漆或油污。
测量工具:使用卷尺和金属尺进行精确切割和对齐。
焊接台:平坦、坚固的工作台可确保您的安全并使焊接更容易。
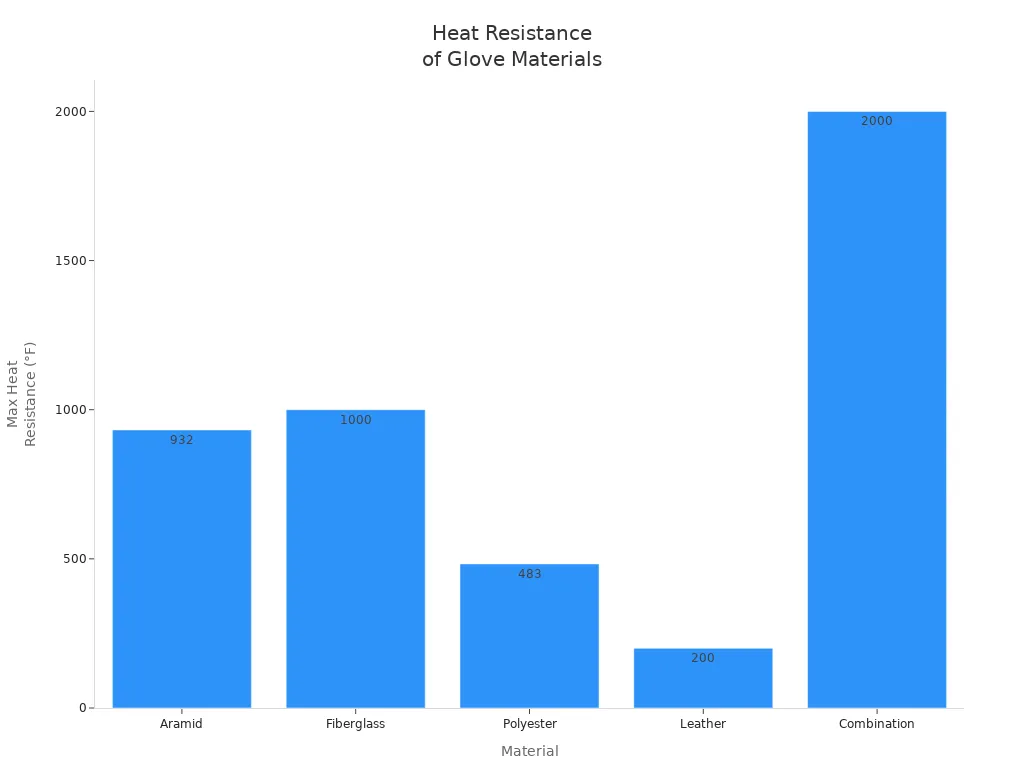
如果您不保护自己,焊接可能会有风险。始终佩戴正确的安全装备并遵循良好的习惯。以下是最佳手套和口罩的快速指南:
材料 | 耐热性 | 附加说明 |
|---|---|---|
芳纶 | 高达 932°F | 高熔点,用于耐热 |
玻璃纤维 | 高达 1000°F | 主要用作内衬 |
聚酯纤维 | 高达 483°F | 阻燃,不易燃烧 |
皮革 | 高达 200°F | 常用、耐用、散热 |
组合 | 600°F - 2000°F | 显着提高耐热性能 |
专业提示: 选择由多种材料制成的手套以提高安全性。尝试购买具有 ANSI/ISEA 防割等级 A3 或更高防割等级的手套。
焊接金属板时,请务必佩戴合适颜色的焊接面罩。这可以保护您的眼睛免受火花和紫外线的伤害。护耳器和长袖阻燃夹克有助于防止烧伤并阻挡大声的声音。
以下是根据行业规则和我们在 佛山市鼎壹工业科技有限公司 所做的工作提供的一些重要安全提示:
了解工作危险和安全焊接步骤。
阅读制造商的所有说明和安全表。
附近应备有灭火器,切勿在可燃烧的物体附近进行焊接。
穿上耐热衣服并摘下所有首饰。
将气罐直立存放在干燥、通风的地方。
确保您的工作区域空气流通良好。
始终将您正在焊接的东西接地。
使用正确的护目镜并在附近备有急救用品。
如果您遵循这些提示,您就可以安全地焊接钣金并对您的工作充满信心。
选择正确的焊接方法可以使您的钣金焊接项目变得更加容易。您有三种主要选择:MIG 焊接、TIG 焊接和焊条焊接。每个人的工作方式都略有不同,并且都有自己的优势。
快速浏览一下它们的比较:
焊接型 | 优点 | 缺点 |
|---|---|---|
米格 | 焊接时间更快 | 危险和限制 |
氩弧焊 | 高精度 | 需要更多培训 |
戳 | 设置简单 | 薄金属片更难控制 |
MIG 焊接是初学者的最爱。您可以快速学习它并将其用于多种类型的钣金。它工作速度快,焊缝牢固。如果您想焊接较厚的工件,MIG 焊接是一个不错的选择。请记住,在薄金属板上这可能会很棘手,因为太多的热量会烧穿。我们在我们的车间使用 MIG 焊接来焊接许多家用电器和工业自动化零件。
TIG 焊接为您提供最大程度的控制。您可以进行整齐、光滑的焊缝,这对于薄金属或精致金属来说是完美的。 TIG 焊接速度较慢,但可以获得更干净的结果。如果您想焊接薄金属板或连接不同的金属,TIG 焊接是您的最佳选择。我们的团队在佛山市鼎壹工业科技有限公司。机器人控制柜和新能源充电站案例经常采用TIG焊和氩弧焊。这些方法帮助我们创建坚固、完美的焊缝。
以下是使用 TIG 焊接薄金属的一些技巧:
使用脚踏板控制热量。
向下焊接以防止金属烧穿。
改用氩气以获得更好的热量控制。
在焊缝后面放置一个支撑杆以吸收多余的热量。
尝试叠焊,以便金属在焊缝之间冷却。
焊条焊接很简单,在室外或肮脏的金属上效果很好。它对于薄金属板来说不是最好的,因为它很难控制热量。您可能会看到更多的飞溅和更粗糙的焊缝。如果您需要焊接厚金属或生锈的金属,焊条焊接可以提供帮助。不过,对于大多数薄型项目,使用 MIG 或 TIG 会获得更好的结果。
选择正确的 焊接工艺 可以帮助您获得最佳结果。尝试不同的方法,看看哪种方法适合您的项目。如果您想了解专业人员如何处理钣金焊接,请查看我们在 佛山市鼎壹工业科技有限公司 上的工作。我们使用先进的焊接工艺为每位客户提供高质量的结果。
做好准备是钣金焊接成功的一半。如果您跳过准备工作,您可能会遇到焊缝薄弱、破洞或接缝难看等问题。让我们来详细分析一下在击中第一个弧线之前需要做什么。
您希望焊缝坚固且光滑。这从干净的金属开始。污垢、油、铁锈,甚至微小的油漆都会弄乱你的焊缝。这些东西会导致成品出现薄弱点、飞溅,甚至是漏洞。如果您正在焊接薄金属板,即使是一点点污染也会损坏接头。
以下是您在金属上发现的最常见的麻烦制造者:
肮脏的材料:油脂、油和灰尘会导致焊缝起泡或破裂。
氧化物污染:一层薄薄的氧化物会阻止焊缝正确粘合。
您有几种方法可以准备好金属。查看此表,了解哪种清洁方法适合您的项目:
方法 | 描述 | 优点 | 缺点 |
|---|---|---|---|
机械清洁 | 使用砂纸或钢丝刷擦去污垢和铁锈。 | 价格便宜,对于去除热色效果很好。 | 需要时间,可能会划伤表面。 |
化学清洗 | 使用酸洗膏溶解污渍和铁锈。 | 快速去除铁锈和污渍。 | 需要强大的安全装备,化学品可能会造成伤害。 |
电化学清洗 | 使用特殊的刷子和液体清洁和保护金属。 | 快速、安全,还可钝化表面。 | 需要特殊工具,一开始成本较高。 |
提示: 清洁金属时,请务必戴上手套和护目镜。有些清洁产品可能会灼伤您的皮肤或眼睛。
如果您想要获得最佳效果,请将机械清洁和电化学清洁结合起来。这种组合可以去除顽固的污垢,并使表面准备好焊接薄金属。切勿跳过此步骤,尤其是在使用薄规格时。
现在您的金属一尘不染,是时候设置焊机了。正确的设置会产生巨大的差异,尤其是在焊接薄材时。太多的热量会烧洞。热量太少会导致关节脆弱。
以下是帮助您使用焊机焊接薄金属板的快速指南:
使用小直径金属丝:对于薄材料,尝试使用 0.024、0.030 或 0.035 英寸的金属丝。
将电流强度和电压设置为较低:对于 0.024 英寸电线,请使用 30-50 安培和 13-15 伏特。对于 0.030 英寸的电线,请坚持使用 30-50 安培和 15-17 伏电压。
调整送丝速度:对于 0.024 英寸焊丝,将其设置在 130-160 英寸/分钟 (ipm) 之间。对于 0.030 英寸电线,请使用 75-100 ipm。
这里有一个表格可以帮助您记住:
材料厚度(英寸) | 安培数(安培) | 电线尺寸(英寸) | 电压(伏特) | 送丝速度 (ipm) |
|---|---|---|---|---|
0.125 | 125 | 0.035 | 15-17日 | 200 |
0.125 | 125 | 0.030 | 13-15日 | 250 |
0.125 | 125 | 0.024 | 13-15日 | 437.5 |
注意: 请务必检查焊机手册以获得最佳设置。每台机器都略有不同。
不要忘记气体流量。如果您使用的保护气体太少,您的焊缝可能会出现孔洞或变得脆弱。太多的气体会使焊道太宽。对于不锈钢,流量目标为 20 至 25 立方英尺/小时 (CFH)。边走边观察焊缝。如果您看到气泡或粗糙点,请调整气流,直到看起来光滑为止。
在开始真正的项目之前,先拿一些废金属。在这些部件上练习焊接。尝试填充孔、制作直珠以及连接薄片。这可以帮助您了解金属对热的反应。您还将学习如何控制水坑并避免烧穿。
专业提示: 通过废品练习可以测试不同的设置和技术。在开始创作主要作品之前,您将建立信心和技能。
如果您保持金属清洁,正确设置焊机,并在废料上进行练习,您将 很快掌握这些习惯可以帮助您避免常见错误并获得专业的结果,就像我们在 佛山市鼎壹工业科技有限公司 所做的那样。良好的准备工作可以帮助您在所有焊接过程中取得成功。 薄规格的焊接。

如果您想轻松焊接薄金属板,请尝试叠焊技术。您进行短焊缝,在每个焊缝之间留下间隙。这可以让金属冷却并防止其变得太热。您可以更好地控制热量,从而避免变形和烧穿。叠焊对于初学者来说效果很好。您可以在废料上进行练习,看看金属如何反应。即使使用焊条焊接或其他方法,您也可以获得整齐的表面和坚固的接头。
提示:均匀地间隔缝线。让金属在焊缝之间冷却。这有助于您保持纸张平整光滑。
薄金属板很容易弯曲和燃烧。您需要注意热量并保持金属稳定。以下是一些预防问题的方法:
进行短焊以降低热量输入。
在焊缝附近使用湿抹布来冷却该区域。
紧紧夹住金属,使其不会移动。
尝试跳焊或点焊来散发热量。
选择合适的电流强度和电极尺寸进行焊条焊接。
如果您将焊机设置得太高或使用大电极,您可能会看到烧穿。烧穿会产生孔洞并削弱接头。它看起来也很乱,以后可能会导致生锈。始终将焊接方法与板材的厚度相匹配。
您可能会遇到焊接裂纹、未熔合或变形的情况。这些问题的发生有多种原因。延展性差、应力高、预热不充分都会导致裂纹。如果发现融合不完全,请检查是否有污垢或使用较小的电极。不完全穿透意味着你的关节没有对齐或者你移动得太快。变形是由于受热不均或焊接顺序错误造成的。焊机设置较高或焊枪移动缓慢时经常会发生烧穿,特别是在薄金属上进行焊条焊接时。
注意:如果您发现缺陷,请停止并检查您的设置。清洁金属,调整设置,然后将所有东西夹紧。我们在佛山市鼎壹工业科技有限公司始终遵循严格的标准。确保每一个焊缝都符合质量要求。
一开始您可能会感到不确定,但是您所做的每一次焊接都可以帮助您提高。经常练习,不要让早期的错误阻止你。当您使用钣金时,安全、耐心和良好的技术最为重要。如果您想继续学习,请尝试以下步骤:
准备好金属并安装机器。
固定好金属板并装载 MIG 枪。
开始用短针焊接并检查您的工作。
您可以向导师寻求反馈或加入焊接小组。探索先进的方法,如 TIG 焊接、叠焊或点焊。如果您想要正式培训,请查看这些热门课程:
课程名称 | 等级 | 描述 | |
|---|---|---|---|
GMAW (MIG) 金属板材 | 1级 | 新焊工初学者研讨会 | |
GMAW (MIG) 金属板材 | 2级 | 为有一定经验的人士举办的中级研讨会 | |
GMAW (MIG) 金属板材 | 3级 | 高级研讨会,准备认证 |
焊接金属板材 为许多行业打开了大门。你可以赚取不错的薪水,发挥你的创造力,并看到你的工作成果。钣金无处不在——从电器和汽车到建筑物和医疗设备。当您掌握焊接技术时,您就可以建造坚固、轻便且灵活的结构。这是一项你将受益终生的技能。
通过 MIG 或 TIG 焊接,您将获得最佳效果。 MIG 工作速度快且易于学习。 TIG 可为您提供干净、精确的焊缝。这两种方法都可以帮助您避免烧穿和翘曲。
尝试叠焊或点焊。紧紧夹住金属。让金属在焊缝之间冷却。使用较低的热量设置。这些步骤可以使您的金属板保持平坦且坚固。
您需要焊接面罩、耐热手套、长袖衣服和护耳器。附近始终备有灭火器。确保您的工作空间空气流通良好。
不,您应该先清洁金属。使用钢丝刷或研磨机去除铁锈和油漆。清洁的金属可以帮助您获得坚固、光滑的焊缝。
拿一些废金属板。测试不同的设置和技术。尝试填充孔并制作直珠。练习可以帮助您建立技能和信心。



